22.07.2023
Изготовление сегментной вазы. Точение по дереву: виды и способы художественной обработки
Весь процесс сегментарного точения на токарном станке уже давно известен, тем кто этим интересуется, и отработан. Но тем не менее, мне хочется об этом рассказать.
Насмотревшись на зарубежных сайтах, как тамошние мастера творят всякие токарно-сегиентарные чудеса, решил и я создать нечто подобное.По правде-то сказать, и у нас таких же умельцев хватает, только вот делятся своим умением, к сожалению, не все.То ли время не хватает, то ли желания, то ли желания, а может и стесняются. А я вот(хоть человек по натуре и стеснительный), решил таки показать, как у меня это получалось.
Для изготовления такого типа изделий, да и вообще, для сегментарного точения, нужны контрастные, по цвету породы деревьев.В наших северных краях выбор таких деревьев не богат. Береза, черемуха, осина, ольха, хвойные. Но была у меня сухая сувель березы, а так же одна плашка заморского шоколадного дерева Че, и запасы шпоны разных пород дерева. Ель, сосну и лиственницу из-за крупности слоев и невыразительног цвета я сразу исключил из списка. Ольху, из-за мягкости тоже.Остались черемуха, береза, сувель, шпон и дерево Че.Ну очень твердая и тяжелая древесина у этого Че!.. Но какое красивое!
Прямо шоколадка.
И вот, задумал я сделать из всего этого «богатства» вазу с греческим орнаментом.Нарисовав проект будущей вазочки и с помощью одной замечательной програмки, которую на одном из сайтов, любезно предоставил для свободного пользования один замечательный молдавский мастер Михай Апостол, расчитав размеры сегментов будущей вазы, я приступил к делу.

В начале я выпилил круглое донышко будущей вазочки и приклеил к обрезку кругляша, оставшемуся от прежних токарных работ.Это для того, что бы было за что зажимать в токарный патрон будущее изделие.

Прогнав под размер, по толщине, на рейсмусе материал и выставив нужный угол, при помощи нехитрого приспособления к циркулярке, я напилил сегментов

Получилось их 240 штук!


И началась многочасовая и кропотливая работа по сборке этих «пазлов».

Для орнамента я использовал сувель березы и то самое шоколадное дерево

Потом принялся за сборку сегментов покрупнее. Для этого нужно было каждый сегментик отшлифовать края. От точности углов зависит вид будущего изделия.Кстати и при сборке греческого орнамента, шлифовать приходилось каждую склееную пару.

Потом все кольца склеивались в стянутых хомутами положениях. Хоть «Титебонд» и крепкий клей, но для подстраховки я оставлял сохнуть на сутки.Что б не разлетелись эти кольца во время точения на станке.

Следущий этап-опять шлифовка, но уже плоскостей. Ох, бедные мои пальцы. Досталось им от воздействия наждачки(((

Потом половина будущего «пирога»склеивалась зажатой в струбцине. И опять на сутки.

И в станок, для предварительной обработки снаружи, а главное внутри, потому что потом трудно будет добираться до внутренности. Горлышко-то узкое предпологалось делать у вазочки.


Следущим этапом -приклеивалось кольцо с орнаментом, уже прямо на станке, поджав задней бабкой. И опять расточка внутри, при помощи самодельного люнета. (Для тех кто не знает-Это, такое, металическое большое кольцо, с колесиками от роликов, внутри). Очень нужное приспособление для точени внутренних полостей, предохраняя вращающуюся, в токарном станке, деталь вылетания из патрона, а собственное тело от всяких неприятных и несчастных случаев.
Обточив кольцо с орнаментом, приклеиваем вторую, предварительно склееную из оставшихся колец, часть «пирога» и тоже обтачиваем сначала снаружи, а потом внутри.

Вот с внутренней выборкой самое сильное мучение и начинается. Точишь, ведь, практически вслепую! Часто бывало, что вот эта завершающая работа, по выборке внутренности ваз, губила все дело. Сводя на нет весь труд, материалы и время. Но тут приходит на помощь лазерная указка, выставленная по резцу. На фото видно слева на горлышке красное светящееся пятно. Это как раз от указки.Хотя и это не всегда спасает от неудач. Приспособления мои, все, сплошь самодельные и несовершенные

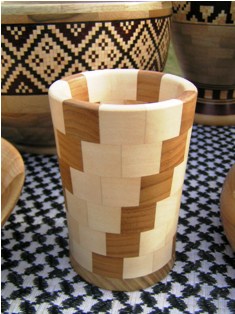
И вот оно, это долгожданное чудо!




А на днях, эта красота нашла своего хозяина, что не может меня не радовать.
До этого были и другие работы, но не с таким большим колличеством деталей и тоже -нашли своих ценителей.
Вазы можно точить как при продольном расположении древесных волокон в заготовках, так и при поперечном. Я уже ранее выточил ряд ваз из различных пород дерева (см. раздел «Галереи» на данном сайте) и все они были проточены поперечно, что объясняется моей погоней за максимальной красотой древесного материала, которая чаще всего выявляется именно при поперечном точении. Чаще всего, но, по-видимому, не всегда. Было любопытно попробовать продольное точение, которым ранее я занимался очень мало. Кроме того, вазы с поперечными волокнами требуют для своего изготовления заготовок довольно большого диаметра – хотя бы 250 мм, что трудно найти в природе средней полосы России, особенно наиболее желанных фруктовых деревьев с твердой и привлекательной древесиной. При продольном расположении отрезка ствола даже на моем маленьком токарном станке Jet JML-1014VS можно выточить вазу высотой чуть короче 300 мм. Больше не позволяет длина направляющих станка, но этого, как мне кажется, обычно вполне достаточно. Сейчас, когда я редактирую данную статью для публикации на своем сайте (январь 2015 г.), в моей городской мастерской уже стоит недавно купленный более совершенный токарный станок Jet JML-1221VS, работа на котором будет описана в моих следующих сообщениях.
Первой операцией является поперечное пиление добытого древесного ствола на чурбаки, обычно выполняемое с помощью электрической цепной пилы, поскольку применять шумную бензопилу на садовом участке в тесном окружении соседей было бы не совсем удобно. Чаще всего я пользуюсь электропилой Интерскол ПЦ 16/2000, хотя тщательно сохраняю также уже дышащую на ладан легонькую пилу Ranchero Е35 (1400 Вт), купленную за рубежом более 25 лет назад, и которая чрезвычайно удобна для опиливания кроны деревьев на высоте. До сих пор я довольствовался пилением стволов прямо на земле или на каких-то случайных подставках или подкладках, что было весьма неудобно, а подчас и опасно. Не раз касался цепью всяких металлических предметов, что вынуждало тут же приступать к переточки её зубьев. Наконец созрел для создания специальной подставки для распила стволов на чурбаки для точения, т.е. козлов. Они
показаны на фото 1 и сделаны в основном из имевшегося под рукой материала – ДСП
еще советского производства не слишком высокого качества, т.е. плотности. Но, может быть, высокое качество здесь и не особенно нужно, так как при работе часто задеваешь козлы цепью пилы, портя их. По-крайней мере, не очень жалко. На козлах можно также скруглять чурбаки, т.е. срезать углы, прихватывая при этом дерево багажным шнуром-резинкой, который цепляется за боковые металлические скобы, согнутые из гвоздей и забитые в ряд по бокам козел. Можно также перевернуть козлы вверх ногами и пилить стоящий вертикально чурбак вдоль волокон. Почувствовал удобство.
Следующая операция — это заточка обдирочной стамески (рейера по старой терминологии), которой будет проводиться черновая обработка заготовки и частично формирование наружного профиля вазы (фото 2). Следует подчеркнуть, что данная
стамеска используется исключительно при продольном точении и ни в коем случае не при поперечном. Заточка этой стамески очень простая приблизительно под 45 0 и я делаю ее на глаз прямо на весу, т.е. без опоры на платформу подручника, поскольку мне лень устанавливать его вместо постоянно прикрепленного к точилу устройства для частой заточки глубокожелобчатых стамесок. Без нажима снимаю буквально микроны стали (углеродистой в данном случае), ориентируясь на появление мелких искорок на наружной стороне жала стамески, т.е. направленной ко мне. Немудрёный (по сравнению, например, с каким-нибудь изысканным Тормеком) заточной станок Диолд ЭТ-200У с диаметром быстроходного круга 150 мм служит мне верой и правдой вот уже более шести лет при стоимости тогда всего лишь в полторы тысячи рублей. Недорогие запасные круги из белого электрокорунда (на основе оксида алюминия- 25А60K-LV) продаются в инструментальном магазине рядом с моим домом. С расшифровкой маркировки шлифовальных кругов можно ознакомиться здесь (http://tool-land.ru/markirovka-shlifovalnykh-krugov.php). Зерна такого круга выкрашиваются при работе, что препятствует его засаливанию, а также отжигу закаленной стали, что особенно важно для стамесок из углеродистой стали, которых у меня, к счастью, не много и они далеко не самые важные. Большинство моих самодельных стамесок изготовлены из быстрорежущей стали, которая практически не боится отжига на точильном круге. Время от времени выравниваю рабочую поверхность круга алмазной шарошкой. Второй тихоходный абразивный круг моего электроточила дает дополнительные возможности мокрой заточки.
На фото 3 представлена черновая обработка (оцилиндровывание) поверхности отрезка ствола свежеспиленной яблони длиной 250 и диаметром около 130 мм
с помощью заточенной обдирочной стамески. Далее на фотоснимках можно будет увидеть применение и других видов древесины для ваз, таких как рябина, черемуха и березовый сувель. Грубо выровняв цилиндр, с помощью толстой отрезной стамески (7 мм) на одном конце заготовки формирую выступающее донце для последующего захвата в патроне Axminster с крупными кулачками типа G (фото 4). Глубина кулачков 16 мм, так что донце
должно выступать не более, чем на 15 мм,
чтобы передние плоскости кулачков при зажатии упирались в тело цилиндра – условие необходимое для надежной фиксации заготовки, особенно длинной. Для обеспечения этого при поворотах ключа в патроне важен также подпор заготовки задней бабкой.
Формирование наружного профиля вазы осуществляется как с помощью обдирочной, так и мелкожелобчатой стамесок. Причем с помощью последней вытачиваются более мелкие детали, такие как буртики и канавки (фото 5). Мелкожелобчатая стамеска, не в пример глубокожелобчатой, отличается более
зарывистым характером и нужно тщательно следить за прижатием её фаски к древесине, иначе легко испортить уже готовый профиль изделия при зарывании стамески в древесину. Вообще скольжение фаски токарных стамесок по древесине напоминает скольжение по ней подошвы рубанка при строжке. Трудно представить себе отрыв подошвы рубанка от строгаемой плоскости, что в равной мере относится и к условию безопасного реза древесины почти любой токарной стамеской, за исключением скребков, фаска которых при точении не прижимается к древесине, но они не режут, а скоблят древесину, окончательно выравнивая её поверхность после резания другими стамесками. Вторым важным условием безопасного реза мелкожелобчатой стамеской является требование всегда направлять её вниз по склону, т.е. к меньшему диаметру. Заточку мелкожелобчатой стамески обычно под 30 0 очень удобно проводить с помощью специального устройства, которое я сделал для заточки глубокожелобчатых стамесок, несколько изменив его настройку. Фаска получается идеально ровной без граней. Устройство будет описано позже в другой статье. Следует сказать, что вместо мелкожелобчатой стамески для формирования профиля вазы можно применять и глубокожелобчатую стамеску с менее зарывистым характером, что я часто и делаю.
На фото 6 показано чистовое скобление выточенной наружной поверхности вазы «крыльями» мелкожелобчатой стамески, которая ведется под 45 градусов к поверхности. Окончательное выравнивание поверхности изделия с продольным расположением древесных волокон можно осуществлять и с помощью косячковой стамески, как это представлено на фото 7. Она отличается весьма зарывистым характером и
даже представляет опасность, так как при зарыве может вылететь из рук и поранить токаря. В то же время в руках опытного токаря она является универсальным инструментом, которым можно выточить практически все, но только при долевом расположении древесных волокон, т.е. при поперечном точении она абсолютно не применима. Eё лезвие затачивается под 25 градусов обязательно на платформе подручника электроточила.
Завершив формирование внешнего профиля вазы и выровняв ее поверхность, а также нанеся мелкие декоративные буртики и канавки мелкожелобчатой стамеской (фото 8), я
провожу мокрую шлифовку изделия шкуркой зернистости Р220, для чего окунаю шкурку в тарелку с водой, а поверхность взбрызгиваю опрыскивателем. Это шлифование носит предварительный характер и в дальнейшем после сушки изделия потребуется окончательная шлифовка. Далее срезаю тонкой отрезной стамеской опорный выступ на донце вазы (фото 9) и зажимаю донце в
патроне с подпором изделия задней бабкой (фото 10) для плотного прилегания передней плоскости губок к нижней части вазы. Следующим этапом будет сверление глубокого отверстия в горловине вазы. Поскольку ваза имеет большую длину, то для надежности я решил дополнительно зафиксировать горловину в люнете (фото 11). Применение люнета
обычно при точении ваз.
Люнеты для маленьких токарных станков не продаются и их приходится изготавливать самому. Мой трехколесный люнет (бывают двух- и четырехколесные) сделан из фанеры толщиной 40 мм с диаметром отверстия для заготовки 220 мм. Колеса для роликовых коньков с прецизионными подшипниками создают относительную бесшумность работы с люнетом. Только установил люнет, как жена позвала меня на обед. Чтобы прерваться пришлось взять рулон пищевой пленки и обмотать ею вазу (фото 12), иначе изделие из
влажной древесины яблони (чрезвычайно «трескучей» породы) обязательно треснуло бы за время моего отсутствия. Этой пленкой я также оборачиваю полуготовые чаши из слабой, сильно подгнившей древесины для предотвращения разлета на куски при расточке их внутренней полости. Позднее для бо́льшего удобства я разрезал рулон пищевой пленки надвое на ленточной пиле.
Задуманная мною ваза должна была быть универсальной, т.е. пригодной как для искусственных, так и живых цветов. В последнем случае вода должна наливаться в какой-либо небольшой сосуд с водой, помещаемый в вазу, например, в стеклянную пробирку. Пробирка длиной 200 и диаметром 20 мм, которую можно купить здесь http://http://rushim.ru/product_info.php?products_id=4416 , показана на фото 13. Я не успел
заготовить для работ на даче какого-нибудь подходящего эффективного сверла с удлиннителем для проделывания отверстия в горловине вазы, например, винтового (спирального), Форстнера или перового сверла Irwin c канавками для отвода стружек.Лишь по возвращении в Москву осенью мне удалось купить на будущее сверло Irwin (http://http://www.shuruping.ru/catalog/706) и отдельно удлиннитель к нему. Пришлось насадить простенькую плоскую перку шириной 22 мм из их набора производства еще советских времен на длинный (300 мм) стальной стержень диаметром 10 мм и зажать его в мощном сверлильном кулачковом патроне с конусом Морзе (фото 14). Очень короткая база моего станка не позволяла вставить патрон в
пиноль его задней бабки. Толщина стержня созданной перки не позволяла закрепить его в патроне моей советской дрели (9 мм), так что пришлось для сверления глубокого отверстия в горловине вращающейся вазы просто с большим усилием удерживать патрон в руке, опирая стержень на подручник. На фото 15 и 16 показаны начальная и конечная
стадии этого процесса. Для удобства последующего обращения с пробиркой, она должна выступать из горловины вазы на 3-5 мм.
Для конечной обработки донца, т.е. устранения вмятин от кулачков патрона и выравнивания торца, необходимо было развернуть почти готовую вазу на станке. Предварительно я выточил опорную планшайбу с углублением под диаметр горловины (фото 17), поместил
её туда и сзади подпер донце корончатым центром, в который вставил дополнительную самодельную узкую насадку. Когда позже я вытачивал другие вазы приблизительно такой же формы, то просто осторожно зажимал горловину в малых кулачках патрона (кулачки F), подложив под них полоску из пластика толщиной более 1 мм (вырезается из какого-нибудь контейнера). Можно также использовать в качестве смягчающей прокладки отрезок коаксиального (телевизионного) кабеля, что я уже делал не раз. На фото 18 показан поиск центра на донце, когда он по каким-то причинам не был намечен
или исчез. Черным фломастером отмечается биение с последующим постукиванием по отметине киянкой и смещением к искомому центру на донце. После этого проводится обработка донца, что можно сделать как с помощью глубокожелобчатой, так и мелкожелобчатой стамесок (фото 19).
Полностью завершив точение вазы, необходимо ее высушить без растрескивания.
На воздухе образование трещин почти неизбежно, что усугубляется большой толщиной вазы в нижней части. Чем тоньше стенки изделия, тем выше шанс избежать трещин, а также некоторого коробления. Я провожу сушку своих изделий, выточенных из сырой древесины, разными способами: либо закладываю их в бумажный крафт-пакет, наполненный влажными стружками того же изделия (фото 20), либо наполняю этими
стружками само изделие, которое затем заворачиваю в два слоя газеты и ставлю на полку в сарае. Последний способ особенно удобен и эффективен для чаш и тарелок с толщиной стенок обычно около 4-8 мм, которые высыхают летом без трещин и коробления приблизительно за две недели.
Трещин в нижней толстой части вазы из яблони избежать не удалось даже после двухмесячной сушки в крафт-пакете, а дольше сушить обстоятельства не позволяли. Пришлось заделывать их путем вклеивания тонких пластин того же материала, выпиленных на ленточной пиле и затем обработанных c помощью мини-УШМ Proxxon (с твердосплавным диском) и электронапильника Black&Decker. Вклейки оказались почти незаметными, однако эта дополнительная работа заставила меня пересмотреть методику точения ваз с тем, чтобы делать полыми их нижние части для уменьшения вероятности растрескивания. Надо сказать, что с самого начала меня грызли сомнения в правомерности упрощенного подхода, ограниченного простым сверлением узкого канала в горловине, что можно видеть в ряде роликов на Youtube. Раньше я растачивал полости в нижней части ваз, но при этом всегда испытывал различные трудности. Вазы, правда, я точил редко. Прошедшим же летом я делал серию ваз близкой формы и надо было решать проблему кардинально. С самого начала на обоих концах цилиндрической заготовки вытачиваются по выступу. Сформировав внешний профиль нижней части вазы, следует тут же приступить к расточке ее полости с применением люнета, удерживая заготовку в патроне за выступ на месте горловины. С помощью глубоко- или мелкожелобатой стамесок растачивается отверстие диаметром около 50 мм, через которое далее можно будет ввести какую-либо из изогнутых стамесок: шарнирную, с твердосплавной насадкой или с резцом-насадкой (фото 21). Остающаяся толщина стенок
контролируется при расточке кронциркулем. По завершении процесса расточки необходимо отдельно выточить из того же древесного материала заглушку подходящего диаметра и вклеить ее в отверстие выступа (донца). Здесь следует прикинуть глубину выступания заглушки внутрь полости таким образом, чтобы пробирка, которая в дальнейшем будет опираться на неё, выступала наружу на нужные 5 мм. Если она будет проваливаться в горловину, появится дополнительная морока с подклейкой кусочка древесины на дно вазы через узкий канал. Ту часть вклеенной заглушки, которая выступает наружу, срезаю на ленточной пиле. Далее донце будут окончательно обработано уже вышеописанным способом.
Вазы могут быть выточены и другой формы со значительно более широкой горловиной и в качестве сосуда с водой пробирка здесь никак не подойдет. Что делать? Решение пришло довольно быстро, когда я соблазнился полусгнившим березовым сувелем с яркой текстурой, заготовленным пару лет назад в лесу, и выточил из него вазу с горловиной диаметром 35 мм под сосуд с водой подходящего диаметра. Далее я вытащил из своих неистощимых запасов различных материалов двухметровую пластиковую трубку ярко зеленого цвета диаметром 32 мм и отрезал от нее на ленточной пиле кусок длиной около 160 мм, решив превратить его в требуемый сосуд. Сначала я с помощью газовой микрогорелки убедился в том, что данный пластик не является термопластичным и сварить из него сосуд не удастся. Тогда пошел путем склеивания. Отпилил от исходной трубки еще один небольшой кусок и сделал на нем дополнительный долевой пропил. С помощью промышленного фена нагрел отрезок до мягкого состояния, развернул в плоскость и положил под пресс. После остывания выровненного пластикового отрезка циркулем нанес на нем контур кружка, который будет играть роль донышка в сосуде из трубки. Грубо выпилил и довольно точно на глаз довел его размер до необходимого внутреннего диаметра трубки(28 мм) с помощью электронапильника Black&Decker (фото 22) . Загнал кружок в трубку на глубину приблизительно 3-5 мм и залил снаружи толстым
слоем довольно универсального водостойкого суперклея «Мастер» на основе сополимеров винилацетата, который хранился у меня уже чуть ли не десять лет (фото 23). Заметный в вазе вульгарный цвет сосуда показался мне неприемлемым и я покрасил его коричневой быстросохнущей нитроцеллюлозной эмалью. Последующая месячная выдержка с водой показала герметичность изготовленного сосуда, а общие эстетические свойства точеной вазы можно оценить на фото 24 вместе с
Фото 25. Вазы из различных пород древесины, выточенные по описанной методике.
живой веткой золотарника. В магазинах продаются самые разнообразные пластмассовые водопроводные трубы, из которых легко можно сделать любые сосуды для живых цветов, которые можно поместить в точеные из дерева вазы. На фото 25 показан ряд ваз, выточенных мною прошедшим летом из различных пород дерева по вышеописанной методике.
Все фото из статьи
Дерево – это не только материал для изготовления брусьев, досок и прочих строительных элементов, это еще и простор для творчества, поскольку обрабатывается этот материал довольно легко, так что попробовать себя в роли скульптора может каждый. Художественная обработка древесины позволяет даже из обычной на первый взгляд деревяшки получить настоящий шедевр.

Способы художественной обработки дерева
Точение – далеко не единственный способ обработки древесины.
Помимо него можно выделить:
- инкрустацию – при этом в деревянную основу вставляются кусочки другой древесины за счет чего образуется узор;

- пирографию – обычное выжигание по дереву. При тщательной работе с прибором с тонким жалом можно добиться выдающихся результатов;

- точение – для того, чтобы изготовить точеные изделия из дерева понадобится токарный станок и хотя бы минимальные навыки работы с ним;
- ручная резьба –без навыков работы с резцами не обойтись, с твердыми породами дерева работать трудно даже опытным мастерам. Зато ручная работа очень высоко ценится;
- также к способам художественной обработки можно отнести . Часто роспись объединяется, например, с резьбой.
Обратите внимание! Использование станка в разы увеличивает скорость работы по сравнению, например, с ручной резьбой. Все точеные изделия, предлагаемые в рознице, получены как раз при обработке заготовки на станке.
Точение на станке также может проводиться по нескольким технологиям. Например, сегментное точение подразумевает склеивание заготовки из отдельных фрагментов древесины и последующую обработку ее на станке. За счет комбинации разных пород дерева удается достичь интересных эффектов.

Что касается перечня того, что можно изготовить на токарном станке, то он достаточно велик. Начать можно с простеньких точеных рукояток для инструментов (той же стамески), а закончить массивными длинномерными изделиями. Также из дерева может изготавливаться посуда и прочие полезные в хозяйстве мелочи.
Виды точения
Если попытаться описать процесс сухим техническим языком, то можно сказать, что процесс точения заключается в том, чтобы получить из заготовки деталь, имеющую форму тела вращения. Так как в случае с древесиной наша цель заключается еще и в том, чтобы эта деталь выглядела привлекательной, то эстетическая составляющая достигается за счет смена диаметра заготовки, сочетания разных форм и т. д.

Что касается классификации, то можно точение на токарном станке по дереву разделить на такие виды:
- продольное – при этом заготовка вращается вокруг своей оси, а резец постепенно перемещается к ней параллельно оси вращения;
- поперечное – отличается от продольного тем, что резец движется в плоскости, перпендикулярной оси вращения заготовки;
- угловое (тангентальное) – при этом резец движется под произвольным углом к оси вращения.
Классификацию можно привести и по чистоте обработки. Так, при черновой обработке допуски очень велики, зато и скорость снятия лишнего материала высока. Чистовая обработка предусматривает доводку заготовки и снятие тонкого слоя материала.
Тонкости выбора
Если работа с деревом – лишь приятное хобби и в вашем распоряжении нет целой мастерской с полным арсеналом всех инструментов, то выбор станка критически важен. Есть ряд параметров, обратив внимание на которые, вероятность неудачного выбора снизится в разы.
На что следует обратить внимание при выборе
Чаще всего для удовлетворения творческого зуда приобретаются весьма компактные устройства настольные токарные станки. Конечно, по точности и мощности двигателя они не сравнятся с мощными промышленными аналогами, зато цена таких устройств приемлемая.
При выборе внимание стоит обратить на такие параметры станка как:
- максимально допустимые габариты обрабатываемой заготовки. В документации на станок обязательно указывается диаметр обточки (максимальный размер заготовки в поперечном направлении) и длина станины (предельно допустимая длина заготовки);
Народный мастер Михай Апостол единственный в Молдове делает деревянные изделия, используя сегментное точение. Это особая технология, при которой небольшие кусочки разных сортов древесины склеиваются в заданной мастером последовательности, затем обрабатываются, полируются «в зеркало». В итоге многочасового труда получается дивной красоты древесное мозаичное изделие, которое, отвечая высоким требованиям декоративно-прикладного искусства, может служить и ежедневным утилитарным целям, благодаря своей прочности. Увидев однажды деревянные вазы, кувшины, кубки, шкатулки, блюда, выполненные в технике «сегментного точения», забыть их уже нельзя.
Вообще говоря, о понятии «сегментное точение» (или обточка набранной из сегментов заготовки для получения декоративных предметов интерьера или частей мебели), как и о происхождении самой технологии, идут споры. Некоторые считают, что сегментное точение родилось во второй половине XX века, после появления современных клеев, ленточнопильных и ленточно-шлифовальных машин. В то же время в Королевстве Бутан, что расположено между Индией и Китаем, традиция точения по дереву существует с незапамятных времен. Там человека, познавшего секреты и искусство художественной обработки дерева «Shag zo», называют «Shagzopa», или «мастером точения по дереву».
 Житель Молдовы Михай Апостол к сегментному точению пришёл всего год назад, благодаря интернету. «Увидел, заинтересовался, захотелось попробовать, сделал. Теперь увлёкся с головой», - говорит он про себя.
Житель Молдовы Михай Апостол к сегментному точению пришёл всего год назад, благодаря интернету. «Увидел, заинтересовался, захотелось попробовать, сделал. Теперь увлёкся с головой», - говорит он про себя.
По своей основной специальности Михай Апостол IT - программист. Видимо, склонность к точности, решению сложных задач, построению систем, а также внутреннее желание работать с таким «одухотворённым» материалом как дерево, не случайно пересеклись в его жизни. Теперь уже став народным мастером (что вполне заслуженно) Михай Апостол для себя уже не может определить, какая из работ важнее. За год он не только самостоятельно освоил технологию сегментного точения, развил ассортимент изделий, но и, будучи IT -программистом, сделал онлайновый калькулятор для расчёта сегментов, который разместил в интернете для свободного пользования другими увлечёнными мастерами.
 В настоящее время на столичных ярмарках он удивляет и восхищает посетителей своей эксклюзивной продукцией, предлагая вазы, кувшины, блюда, шкатулки разного размера и формы. Изделия выполнены из дуба, ореха, амаранта, ясеня, падука, венге. Многие украшены этническими (греческими, индийскими, молдавскими) узорами. Например, для выполнения вазы «Слон» (высота 26 см) Михай использовал 2 811сегментов из ореха, ясеня, падука и венге. Мастер говорит, что не хотел «терять» красоты древесины, для этого старался детали для слонов сделать как можно меньше, чтобы получилась «реальная художественная картина, а не геометрический узор». В общей сложности на вазу ушло 60 часов работы. Но это ещё что! В коллекции Апостола есть настоящий шедевр - высокая ваза с молдавским орнаментом, в которой, только вообразите - 12 тысяч деталей! «Я захотел сделать вазу с народным молдавским узором, таким, что вышивают на национальных блузках. Поставил задачу и за зиму собрал», - сказал он для
Mybussiness
.
md
. Что говорить, работа изумительная, а вот как насчет цен и спроса на подобные изделия в М
В настоящее время на столичных ярмарках он удивляет и восхищает посетителей своей эксклюзивной продукцией, предлагая вазы, кувшины, блюда, шкатулки разного размера и формы. Изделия выполнены из дуба, ореха, амаранта, ясеня, падука, венге. Многие украшены этническими (греческими, индийскими, молдавскими) узорами. Например, для выполнения вазы «Слон» (высота 26 см) Михай использовал 2 811сегментов из ореха, ясеня, падука и венге. Мастер говорит, что не хотел «терять» красоты древесины, для этого старался детали для слонов сделать как можно меньше, чтобы получилась «реальная художественная картина, а не геометрический узор». В общей сложности на вазу ушло 60 часов работы. Но это ещё что! В коллекции Апостола есть настоящий шедевр - высокая ваза с молдавским орнаментом, в которой, только вообразите - 12 тысяч деталей! «Я захотел сделать вазу с народным молдавским узором, таким, что вышивают на национальных блузках. Поставил задачу и за зиму собрал», - сказал он для
Mybussiness
.
md
. Что говорить, работа изумительная, а вот как насчет цен и спроса на подобные изделия в М
 олдове?
олдове?
«Трудоёмкость сегментного точения высока (надо подобрать детали, точно разрезать их, подогнать соприкасающиеся поверхности) – это раз. Для работ я использую дорогие породы дерева – это два. Ну и временные трудозатраты также большие – при таких условиях готовое изделие по определению не может стоить дёшево. Вазу, в которой 12 тысяч мелких деталей, я продаю в Молдове за 600 евро, в то время как за границей она бы стоила в разы дороже. Но в рамках Молдовы больше я запросить не могу – очень низкая покупательская способность, да и пока нет понимания ценности подобной вещи», - говорит Михай Апостол. По его словам, изделия в технике сегментного точения очень ценят приезжающие сюда иностранцы и весьма удивляются, слыша запрашиваемую сумму за подобные работы. Однако и покупать «по дешёвке» не торопятся, их останавливает то, что придётся доплачивать за перевес багажа – изделия из дерева (особенно вазы) увесисты и объёмны. Если пытаться работать с иностранными покупателями через сайты, то возникает другая проблема - дороговизна почтовой перевозки из Молдовы. Даже если значительно занизить цены по сравнению с аналогичными работами американских мастеров, иностранные покупатели не готовы платить неоправданно большую су
 мму за пересылку.
мму за пересылку.
Что касается посетителей кишинёвских ярмарок, то, по словам Михая, люди подходят, восхищаются, но некоторые «не понимают «зачем», когда можно купить пластмассовую или керамическую утварь. «Основной покупатель объявился у меня под носом. Всё чаще мне стали заказывать изделия в качестве подарков или для декора дома родные, коллеги по работе, знакомые и знакомые знакомых. Заказывают в основном изделия не дороже 50 евро. Также познакомился с продавцом безделушек на местном «Арбате», там идёт разная мелочь, бытовая утварь, не превышающая по цене 10 евро. Поэтому, к сожалению, приходится «опускать», упрощать уровень работ. При этом столкнулся как мастер с тем, что не успеваю сочетать выполнение сложных и простых изделий.
Пока не получается сделать «сегментарку» в Молдове прибыльным делом. Просить больше за свои изделия никак не могу, остаётся оттачивать и оптимизировать сам процесс. Конечно, никогда и ни при каких обстоятельствах не забываю про качество. Без этого нет никаких шансов на успех», - сказал Михай Апостол.
Материал подготовлен

